

DIP通孔插件焊接的可靠性因素
發(fā)布時(shí)間:2023-05-13 瀏覽:次 責任編輯:晉力達
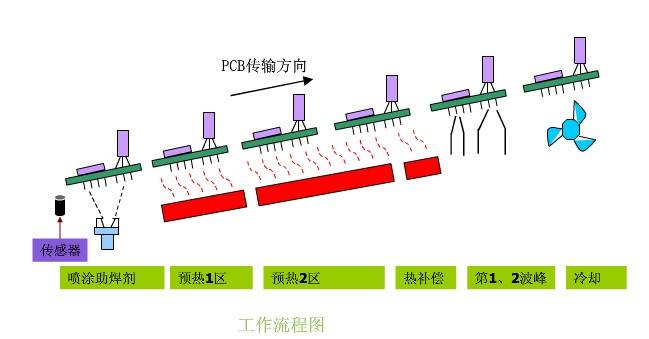
通常來(lái)說(shuō)電子元器件引腳連接可以是通孔插裝形式的也可是表面貼裝形式。但是在高電壓和高功率的應用場(chǎng)景中,使用帶引腳的通孔插裝元件是很好的解決方案,因為在通孔插件焊接中使用波峰焊可以使焊點(diǎn)的飽滿(mǎn)達到功率要求,而在貼裝元件中使用印刷錫膏再用回流焊接時(shí),由于融化錫膏時(shí)重力的原因以及錫膏由固態(tài)轉變?yōu)橐簯B(tài)時(shí)體積縮小一系列無(wú)法解決的問(wèn)題,通常無(wú)法達到飽滿(mǎn)的焊點(diǎn)。對于通孔插裝元件而言,焊接往往用到波峰焊接技術(shù),通過(guò)使引腳與焊盤(pán)經(jīng)過(guò)助焊劑噴霧,預熱區預熱,錫爐波峰噴錫從而達到焊接目的。本文章簡(jiǎn)單介紹PCB焊盤(pán)和通孔參數設計對通孔插裝元件的無(wú)鉛焊接可靠性的影響。
測試通孔插件(電阻和IC元件)的波峰焊接可靠性。波峰焊的焊料采用的是SAC305合金,焊接溫度控制在了260℃。熱循環(huán)的溫度區間和次數分別為-20-80℃和550次。此外PCB的表面經(jīng)過(guò)熱風(fēng)整平處理,在焊盤(pán)表面鍍上無(wú)鉛錫銅鎳保護層(SnCu0.7Ni0.05)以避免銅氧化。
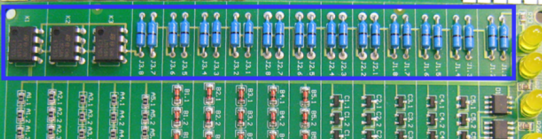
圖1. 測試器件在PCB上的布局 (藍色框), J: 電阻器(淺藍); K: DIP集成電路 (黑色)。
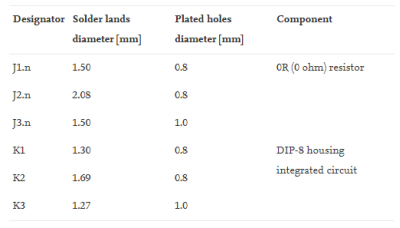
表1. 測試電阻器和DIP的通孔和焊盤(pán)的尺寸。
測試結果
所有通孔內的電阻器引腳均被無(wú)鉛SAC305焊料完整包裹。經(jīng)過(guò)SEM觀(guān)察后發(fā)現電阻器J1的焊點(diǎn)幾乎沒(méi)有空洞,意味著(zhù)焊點(diǎn)的強度保持良好。銅表面和焊料之間形成了致密的IMC層(Cu,Ni)6Sn5,且厚度均在2.5-3.5μm的范圍。集成電路K1-K3在焊后可靠性也可接受,銅表面同樣形成了(Cu,Ni)6Sn5層。
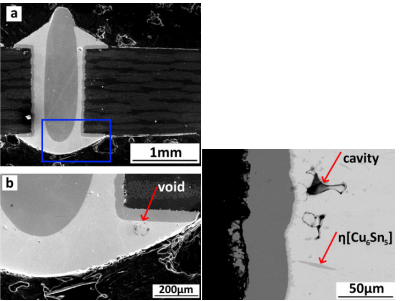
圖2. 電阻器J1 (a, b)和J3 (右) 的焊點(diǎn)SEM圖。
富集鎳的(Cu,Ni)6Sn5相在焊料基體中以分散的細小沉淀形式生長(cháng)。重要的是(Cu,Ni)6Sn5相中的鎳成分能夠影響其形態(tài)的變化,并加速(Cu,Ni)6Sn5相的生長(cháng)。此外,鎳的存在還遏制了劣性Cu3Sn IMC的生長(cháng)。隨著(zhù)通孔直徑和焊盤(pán)尺寸擴大, 焊點(diǎn)出現缺陷的可能性增加。電阻器J3的通孔尺寸最大,相應的焊接空洞數量也最多(圖2)。類(lèi)似的,通孔和焊盤(pán)尺寸較大的K2和K3在波峰焊后發(fā)現焊點(diǎn)會(huì )出現更多的空洞甚至出現斷裂現象。
熱循環(huán)測試
在經(jīng)過(guò)550次熱循環(huán)測試后,電阻器和集成電路都面臨著(zhù)更大的失效風(fēng)險。空洞的數量隨著(zhù)熱循環(huán)的進(jìn)行變得更多。空洞在累積到一定程度后會(huì )成為微裂痕,導致焊點(diǎn)在外力作用下很容易發(fā)生斷裂。J1-J3都沒(méi)有發(fā)現明顯的微裂痕,但J2和J3的空洞數量更多。K3在熱循環(huán)后出現了焊點(diǎn)裂紋現象,意味著(zhù)焊點(diǎn)機械強度下降。可見(jiàn)的是焊盤(pán)和通孔尺寸對焊點(diǎn)可靠性影響很明顯。
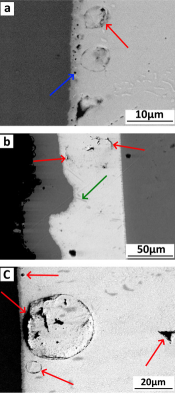
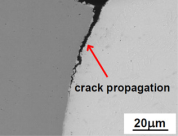
圖3, 熱循環(huán)后焊點(diǎn)微觀(guān)結構, (a) J1; (b ) J2; (c) J3; (右側) K3。
