

怎么設置無(wú)鉛回流焊溫度
發(fā)布時(shí)間:2023-09-11 瀏覽:次 責任編輯:晉力達
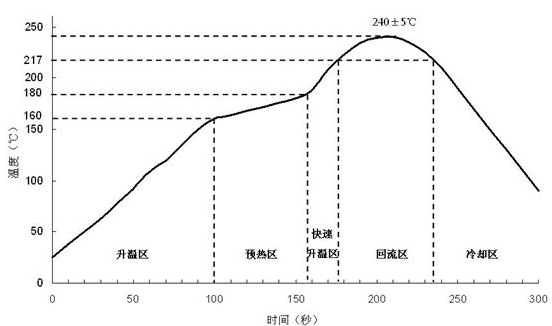
在無(wú)鉛回流焊工藝中,其中一個(gè)挑戰就是調整適當的溫度。無(wú)鉛錫膏的熔點(diǎn)通常為217度,常見(jiàn)的無(wú)鉛錫膏成分是Sn/Ag/Gu,比例為96.5/3.0/0.5。晉力達以的錫銀銅錫膏為例,我們來(lái)討論一下如何設置無(wú)鉛回流焊的溫度?

1. 怎么設備無(wú)鉛回流焊預熱區溫度
在預熱區升溫過(guò)程中,溫度達到175度所需的時(shí)間大約為100秒。通過(guò)這個(gè)數據,我們可以計算出預熱區的升溫率。由于我們采用在線(xiàn)測試,所以從0秒到46秒的這段時(shí)間還沒(méi)有進(jìn)入預熱區,因此實(shí)際的預熱區時(shí)間為146秒減去46秒,即100秒。
在測試中,室溫為26度,而溫度達到175度的升溫差為149度。因此,預熱區的升溫率可以計算為149度除以100秒,即1.49度/秒。
2. 怎么設置無(wú)鉛回流焊恒溫區溫度
在恒溫區,溫度維持在大約200度左右的穩定值,持續時(shí)間為80秒。同時(shí),預熱溫度和恒溫溫度之間的溫差為25度。
3. 怎么設置無(wú)鉛回流焊回流區溫度
在回流焊的回流區,溫度設定為245度,恒溫區的溫度為200度。從開(kāi)始加熱到達峰值溫度大約需要35秒左右的時(shí)間。回流區的升溫率可以計算為45度除以35秒,即1.3度/秒。
根據正確的溫度曲線(xiàn)設定,我們可以看出達到峰值溫度的時(shí)間有些長(cháng)。為了優(yōu)化回流過(guò)程,我們可以考慮縮短回流區的時(shí)間,以提高焊接效率。
整個(gè)回流焊的時(shí)間大約為60秒,這包括了預熱、回流和冷卻的過(guò)程。在這個(gè)時(shí)間范圍內,焊接點(diǎn)將得到適當的加熱和冷卻,以確保焊接的質(zhì)量和可靠性。
4. 怎么設置無(wú)鉛回流焊泠卻區溫度
在冷卻區,溫度由245度降至約45度左右,持續時(shí)間大約為100秒左右。根據這些數據,我們可以計算出冷卻的速度。
冷卻速度可以通過(guò)計算溫度差除以時(shí)間得出。在這種情況下,溫度差為245度減去45度,即200度。而持續時(shí)間為100秒,因此冷卻速度為200度除以100秒,即2度/秒。
這個(gè)冷卻速度反映了焊接點(diǎn)從高溫到低溫的降溫速度。通過(guò)適當的冷卻速度,我們可以確保焊接點(diǎn)在冷卻過(guò)程中的穩定性和可靠性。

